


Rumah / Berita / Berita Industri / Bagaimanakah Injap Pelepasan Rotary Port Square Mengoptimumkan Kecekapan Pengendalian Bahan?
Berita Industri
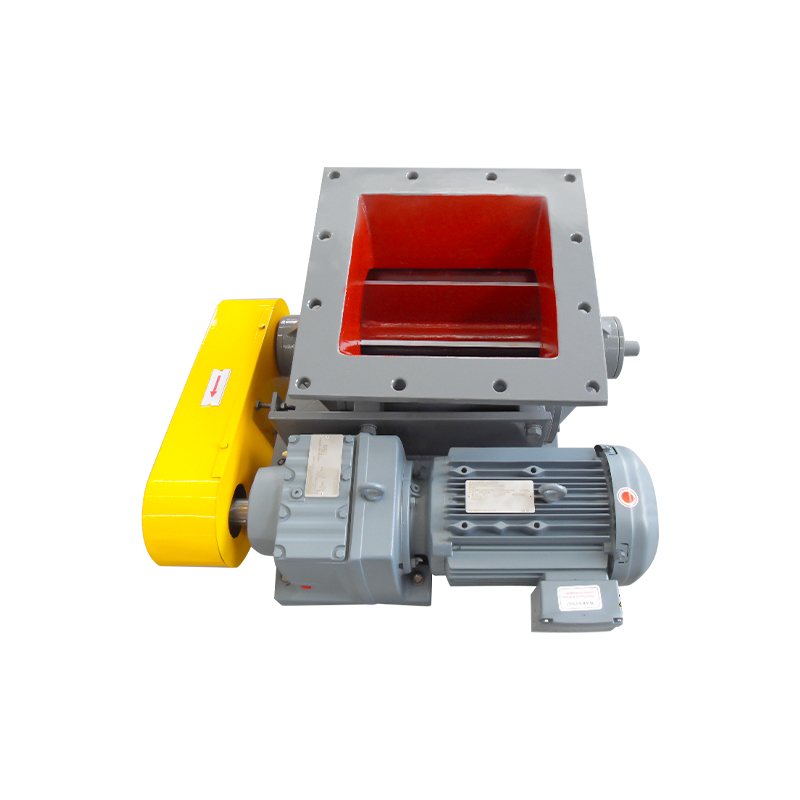
Injap nyahcas putar port persegi, juga dikenali sebagai injap kunci udara berputar atau penyuap berputar dengan konfigurasi alur keluar persegi, mewakili kategori peralatan pengendalian bahan khusus yang direka untuk mengawal aliran pepejal pukal sambil mengekalkan integriti pengedap udara antara zon tekanan yang berbeza. Tidak seperti reka bentuk port bulat tradisional, konfigurasi port persegi menampilkan bukaan nyahcas segi empat tepat atau berbentuk segi empat sama yang sejajar dengan poket rotor, memaksimumkan kecekapan nyahcas bahan dan meminimumkan degradasi produk. Kelebihan geometri ini membolehkan pemindahan poket yang lebih lengkap dan mengurangkan penyimpanan bahan, terutamanya bermanfaat apabila mengendalikan bahan melekit, padu atau rapuh.
Prinsip operasi asas melibatkan pemutar berbilang ram yang ditempatkan di dalam badan bermesin ketepatan, berputar secara berterusan untuk menerima bahan daripada corong masuk atau sistem penghantar dan melepaskannya melalui alur keluar port persegi. Setiap poket pemutar bertindak sebagai ruang terpencil yang menggerakkan bahan dari salur masuk ke kedudukan nyahcas sambil menghalang kebocoran udara antara zon tekanan yang berbeza. Geometri port persegi memastikan bahawa apabila poket pemutar mencapai kedudukan pelepasan, keseluruhan bukaan poket sejajar dengan tepat dengan port alur keluar persegi, mewujudkan laluan tanpa halangan untuk bahan keluar di bawah pengaruh graviti dan daya emparan.
Bahan binaan dan toleransi kelegaan secara kritikal mempengaruhi ciri prestasi dan kesesuaian aplikasi. Unit premium menampilkan perumah besi tuang atau keluli fabrikasi dengan pemutar keluli keras atau keluli tahan karat, manakala aplikasi khusus mungkin memerlukan aloi eksotik, salutan kalis lelasan atau pembinaan keluli tahan karat gred makanan. Kelegaan rotor-ke-perumah biasanya berkisar antara 0.003 hingga 0.010 inci setiap sisi, mengimbangi keberkesanan pengedap udara terhadap penginapan haus dan keperluan pengembangan haba. Kelegaan yang lebih ketat memberikan pengedap udara yang unggul tetapi mengurangkan toleransi untuk bahan yang melelas dan kitaran haba, manakala kelegaan yang lebih longgar mengorbankan beberapa keupayaan pengedap untuk meningkatkan ketahanan dalam aplikasi yang menuntut.
Pembukaan pelepasan port persegi memberikan kelebihan prestasi yang boleh diukur dalam senario pengendalian bahan tertentu, terutamanya apabila menguruskan produk yang sukar dikendalikan. Faedah utama berpunca daripada kecekapan pemindahan poket yang dipertingkatkan, kerana geometri segi empat sama rapat dengan bentuk segi empat tepat poket rotor, mewujudkan sekatan minimum apabila bahan keluar dari injap. Ciri reka bentuk ini mengurangkan kecenderungan bahan untuk merentasi bukaan pelepasan atau terkumpul di sudut poket, masalah yang biasa dihadapi dengan konfigurasi port bulat di mana bukaan bulat mewujudkan sekatan aliran pada tepi poket.
Pengurangan degradasi produk mewakili satu lagi kelebihan penting, terutamanya kritikal apabila mengendalikan bahan rapuh seperti pelet plastik, produk makanan atau bahan kimia kristal. Injap port bulat mencipta titik cubitan di mana bahan mesti memampatkan dan memerah melalui bukaan bulat, menghasilkan daya ricih yang boleh memecahkan zarah, menjana denda atau merosakkan struktur produk. Port persegi menghapuskan zon mampatan ini, membenarkan bahan mengalir bebas dari poket pemutar tanpa sekatan dimensi, memelihara integriti produk sepanjang proses pelepasan.
Sistem penghantar pneumatik secara meluas menggunakan injap nyahcas putar port persegi pada titik pemindahan kritikal di mana bahan mesti beralih antara tekanan atmosfera dan talian penghantar tekanan positif atau negatif. Dalam sistem pneumatik fasa cair, injap ini menyuap bahan ke dalam aliran udara berkelajuan tinggi sambil menghalang aliran balik udara ke dalam bekas simpanan hulu atau peralatan proses. Ciri-ciri pengedap yang unggul dan pemindahan poket lengkap bagi reka bentuk port persegi memastikan kadar suapan yang konsisten dan prestasi sistem yang boleh dipercayai, terutamanya penting dalam aplikasi di mana suapan bahan yang tidak teratur menyebabkan palam talian penghantar atau variasi kualiti produk.
Kemudahan pemprosesan makanan menggunakan injap putar port persegi untuk mengendalikan produk halus yang memerlukan rawatan lembut dan kerosakan yang minimum. Aplikasi termasuk memasukkan tepung, gula, serbuk koko, biji kopi, bijirin sarapan pagi, makanan ringan dan bahan makanan haiwan ke dalam barisan pembungkusan, sistem pengadunan atau proses memasak. Varian reka bentuk kebersihan dengan pembinaan keluli tahan karat yang digilap, bahan yang diluluskan oleh FDA, dan pembongkaran mudah untuk pembersihan mematuhi peraturan keselamatan makanan yang ketat manakala geometri port persegi mengekalkan penampilan dan tekstur produk sepanjang operasi pengendalian.
Operasi pengilangan kimia dan farmaseutikal bergantung pada injap nyahcas putar port persegi untuk pemeteran yang tepat dan pengendalian bebas pencemaran bahan aktif, bahan bantu dan produk siap. Aplikasi ini memerlukan kawalan aliran yang tepat, pembendungan bahan yang lengkap dan keserasian dengan bahan menghakis atau reaktif. Konfigurasi port persegi cemerlang dalam peranan ini dengan menyediakan penghantaran volumetrik yang konsisten, meminimumkan pencemaran silang melalui pemindahan poket lengkap, dan menampung bahan pembinaan khusus termasuk komponen Hastelloy, titanium atau PTFE untuk rintangan kimia yang melampau.
Pemilihan injap yang berjaya memerlukan penilaian teliti sifat bahan dan interaksinya dengan ciri reka bentuk injap. Taburan saiz zarah mempengaruhi saiz poket pemutar dan keperluan kelegaan dengan ketara, dengan serbuk halus memerlukan kelegaan yang lebih ketat untuk mengelakkan kebocoran manakala butiran kasar bertolak ansur dengan kelegaan yang lebih besar tanpa pintasan udara yang berlebihan. Injap port persegi menampung julat saiz zarah yang lebih luas daripada reka bentuk port bulat kerana pembukaan nyahcas tanpa had menghalang penyambungan zarah besar sementara masih mengendalikan denda dengan berkesan tanpa degradasi.
Ciri-ciri ketumpatan pukal dan kebolehaliran menentukan kelajuan pemutar dan pemilihan volum poket yang sesuai. Bahan yang mengalir bebas dengan ketumpatan pukal di bawah 50 paun setiap kaki padu beroperasi dengan berkesan pada kelajuan putaran yang lebih tinggi (30-40 RPM) dengan volum poket yang lebih kecil, manakala bahan yang padat atau lembap (ketumpatan pukal melebihi 70 paun setiap kaki padu) mendapat manfaat daripada kelajuan yang lebih perlahan (10-20 RPM) dan poket yang lebih besar dan pengecasan yang lebih besar untuk memastikan pengisian yang lengkap. Geometri port segi empat tepat memanfaatkan bahan sukar mengalir dengan menghapuskan sekatan nyahcas yang boleh menghalang aliran graviti dari poket rotor.
| Harta Bahan | Pertimbangan untuk Injap Pelabuhan Persegi | Penyesuaian Reka Bentuk |
| Bahan Pelelas | Haus dipercepatkan pada hujung rotor dan perumah | Permukaan yang mengeras, bahagian haus yang boleh diganti |
| Melekit/Berpadu | Penimbunan bahan dalam poket dan port | Permukaan yang digilap, pilihan udara bersih |
| Produk Rapuh | Pecah zarah semasa pelepasan | Kelajuan hujung yang dikurangkan, reka bentuk poket terbuka |
| Suhu Tinggi | Pengembangan terma menjejaskan kelegaan | Aloi khas, jaket penyejuk air |
| Higroskopik | Penyerapan lembapan menyebabkan kerak | Pembinaan tertutup, suntikan gas pembersihan |
| Debu Meletup | Risiko pencucuhan daripada geseran/statik | Motor kalis letupan, pembumian |
Saiz injap yang betul mengimbangi keperluan pemprosesan terhadap ciri pengendalian bahan dan kekangan sistem. Pengiraan kapasiti bermula dengan menentukan kadar aliran isipadu atau jisim yang diperlukan, kemudian bekerja ke belakang untuk mewujudkan dimensi pemutar dan kelajuan operasi yang sesuai. Persamaan saiz asas mengaitkan volum poket, bilangan poket, kelajuan putaran, dan kecekapan pengisian untuk mencapai kapasiti sasaran. Injap port persegi biasanya mencapai kecekapan pengisian antara 60% dan 85% bergantung pada kebolehaliran bahan, dengan bahan mengalir bebas menghampiri julat atas manakala bahan padu jatuh ke bahagian bawah.
Pemilihan diameter pemutar mempengaruhi kedua-dua ciri kapasiti dan kebocoran udara, dengan pemutar diameter yang lebih besar memberikan volum poket yang lebih besar dan potensi kapasiti yang lebih tinggi tetapi juga mewujudkan perimeter pengedap yang lebih panjang yang boleh meningkatkan pintasan udara. Diameter rotor biasa berjulat daripada 6 inci untuk aplikasi pemeteran kecil hingga 24 inci atau lebih besar untuk pengendalian pukal volum tinggi, dengan saiz 8 inci, 10 inci dan 12 inci mewakili pilihan tujuan umum yang popular. Dimensi alur keluar port persegi biasanya sepadan atau melebihi diameter pemutar untuk memastikan pelepasan tanpa had, walaupun sesetengah reka bentuk mengoptimumkan saiz port berdasarkan keperluan peralatan hiliran.
Pemilihan kelajuan putaran melibatkan pertukaran antara kapasiti, kemerosotan produk, kebocoran udara dan kadar haus. Kelajuan yang lebih tinggi meningkatkan kapasiti pemprosesan tetapi juga meningkatkan daya emparan yang boleh merosakkan bahan rapuh, mempercepatkan haus komponen, dan menjejaskan keberkesanan pengedap udara melalui pengurangan masa tinggal dalam zon pengedap. Kebanyakan injap nyahcas putar port persegi beroperasi antara 15 dan 35 RPM, dengan pemacu frekuensi berubah-ubah membolehkan pelarasan kelajuan kepada kapasiti penalaan halus atau menampung bahan yang berbeza tanpa pengubahsuaian mekanikal.
Konfigurasi poket merangkumi kedua-dua bilangan ram (biasanya 6, 8, atau 10) dan kedalaman atau isipadu setiap poket. Lebih banyak poket mengurangkan volum poket individu yang diperlukan untuk kapasiti tertentu, yang berpotensi membenarkan saiz injap keseluruhan yang lebih kecil, tetapi meningkatkan kerumitan pembuatan dan mencipta lebih banyak antara muka pengedap tempat kebocoran udara boleh berlaku. Poket yang lebih dalam menampung saiz zarah yang lebih besar dan meningkatkan kapasiti untuk diameter pemutar tertentu tetapi mungkin menjejaskan pemindahan sepenuhnya bahan melekit. Reka bentuk port persegi sebahagiannya mengurangkan kebimbangan ini melalui geometri pelepasan tanpa had yang membantu pembersihan poket.
Pemasangan yang betul bermula dengan sokongan struktur yang mencukupi yang mampu mengendalikan berat peralatan statik serta beban dinamik daripada aliran bahan, getaran dan pengembangan haba. Injap putar port persegi hendaklah dipasang pada asas tegar atau rangka kerja keluli struktur yang menghalang salah jajaran daripada mendap atau pesongan. Orientasi pemasangan biasanya meletakkan injap secara menegak dengan bahan masuk dari atas, walaupun pemasangan mendatar atau condong boleh dilakukan dalam aplikasi tertentu dengan pengubahsuaian reka bentuk yang sesuai untuk memastikan pengisian dan pelepasan poket lengkap.
Reka bentuk sambungan masuk mempengaruhi konsistensi suapan dan prestasi injap dengan ketara. Corong masukan atau pelongsor hendaklah memberikan tekanan kepala bahan sekurang-kurangnya 6-12 inci di atas salur masuk injap untuk memastikan pengisian poket yang konsisten, dengan dimensi alur keluar corong sepadan atau sedikit melebihi bukaan masuk injap. Reka bentuk corong aliran massa menghalang penyambungan dan ratholing sambil mengekalkan bekalan bahan yang mantap, terutamanya penting untuk bahan yang padat atau berbentuk tidak sekata. Geometri peralihan masuk harus mengelakkan sudut tajam atau sekatan aliran yang mewujudkan pergolakan atau pengagihan bahan tidak sekata merentasi salur masuk injap.
Sambungan pelepasan mesti menampung geometri port persegi sambil menyediakan peralihan bahan yang lancar ke peralatan hiliran. Sambungan fleksibel atau sambungan pengembangan antara alur keluar injap dan paip hiliran tegar menghalang penghantaran tegasan daripada pengembangan terma, getaran atau penyelesaian peralatan. Untuk aplikasi penghantar pneumatik, konfigurasi nyahcas harus meminimumkan pergolakan udara dan mengekalkan pecutan bahan yang konsisten ke dalam talian penghantar, selalunya dicapai melalui bahagian venturi yang direka dengan teliti atau muncung penyuntik yang diletakkan serta-merta di hilir alur keluar port persegi.
Program penyelenggaraan rutin untuk injap nyahcas putar port persegi fokus pada memelihara kelegaan kritikal, mencegah pembentukan bahan, dan memantau perkembangan haus. Selang pemeriksaan mingguan atau bulanan hendaklah termasuk pemeriksaan visual bagi komponen yang boleh diakses, mendengar bunyi luar biasa yang menunjukkan masalah galas atau sentuhan pemutar, dan memantau tarikan arus motor pemacu untuk perubahan yang mencadangkan peningkatan geseran atau pemuatan bahan. Pelinciran galas mengikut jadual pengilang, biasanya memerlukan pelinciran setiap 500-2000 jam operasi bergantung pada jenis galas, keadaan beban dan faktor persekitaran.
Pemantauan kelegaan rotor-ke-perumah mewakili tugas penyelenggaraan ramalan yang paling kritikal, kerana pelepasan yang berlebihan membolehkan kebocoran udara yang menjejaskan prestasi sistem manakala pelepasan yang tidak mencukupi menyebabkan sentuhan rotor-ke-perumah dan kegagalan bencana. Pengukuran kelegaan memerlukan pembongkaran injap secara berkala menggunakan tolok perasa atau alat ukuran khusus, dengan penggantian komponen haus disyorkan apabila kelegaan melebihi 200-300% daripada spesifikasi asal. Konfigurasi port persegi memudahkan proses pemeriksaan ini melalui bukaan pelepasan besar yang menyediakan akses visual yang sangat baik kepada keadaan rotor dan corak haus.
Aliran bahan yang tidak konsisten atau berkurangan selalunya menunjukkan masalah mengisi poket, sekatan nyahcas atau isu pelepasan berkaitan haus. Penyelesaian masalah sistematik bermula dengan mengesahkan bekalan bahan yang mencukupi ke salur masuk injap, memeriksa penjembatan atau ratholing dalam corong hulu, dan mengesahkan reka bentuk corong masuk yang betul untuk bahan yang dikendalikan. Jika masalah bekalan dihapuskan, pemeriksaan dalaman mungkin mendedahkan pembentukan bahan pada permukaan rotor, poket haus mengurangkan volum berkesan, atau ram rosak yang menghalang pembentukan poket lengkap.
Kebocoran udara yang berlebihan melalui injap menjelma sebagai kesukaran mengekalkan tekanan sistem, peningkatan halaju talian penghantar pneumatik, atau keadaan proses yang terjejas dalam vesel tertutup. Punca punca termasuk kelegaan rotor-ke-perumah yang berlebihan daripada haus, komponen rotor yang rosak atau cacat, pengembangan terma menghasilkan peningkatan kelegaan sementara, atau pemasangan yang tidak betul meninggalkan jurang pada permukaan mengawan. Reka bentuk port segi empat sama meminimumkan beberapa laluan kebocoran berbanding dengan konfigurasi port bulat, tetapi pengesahan kelegaan sistematik dan penggantian komponen kekal diperlukan apabila kebocoran melebihi had yang boleh diterima.
Kemerosotan produk atau masalah kualiti yang dikesan pada injap berputar mungkin disebabkan oleh kelajuan hujung yang berlebihan yang menjana daya ricih, sentuhan pemutar dengan perumahan yang menghasilkan pencemaran daripada zarah haus logam, atau masa tinggal bahan dalam poket yang membenarkan degradasi daripada haba atau tindak balas kimia. Penyelesaian termasuk mengurangkan kelajuan putaran untuk menurunkan daya emparan dan kadar ricih, memulihkan kelegaan yang betul untuk mengelakkan sentuhan, atau melaksanakan sistem penyejukan untuk bahan sensitif suhu. Kelebihan sedia ada geometri port persegi dalam meminimumkan sekatan nyahcas membantu mengekalkan kualiti produk, tetapi parameter operasi yang betul kekal penting.
Injap nyahcas putar port persegi moden menggabungkan ciri canggih yang meningkatkan prestasi, kebolehpercayaan dan penyepaduan dengan sistem automatik. Pemacu frekuensi boleh ubah membolehkan kawalan kelajuan yang tepat untuk pelarasan kadar aliran yang tepat tanpa perubahan mekanikal, menyokong kemudahan atau proses berbilang produk dengan keperluan pemprosesan yang berbeza-beza. Keupayaan pemantauan jauh melalui penderia bersepadu menjejaki parameter operasi termasuk kelajuan putaran, arus motor pemacu, suhu galas dan tahap getaran, menghantar data ke sistem kawalan pusat untuk pemantauan prestasi masa nyata dan penjadualan penyelenggaraan ramalan.
Sistem suntikan udara bersihkan menangani cabaran dengan bahan melekit atau padu dengan memasukkan udara bertekanan rendah ke dalam poket rotor sejurus sebelum kedudukan pelepasan, membantu pemindahan bahan dan mencegah pembentukan. Sistem ini memerlukan peraturan tekanan yang teliti untuk mengelakkan peralatan huluan tekanan belakang atau corak aliran bahan yang mengganggu. Pilihan jaket pemanasan atau penyejukan mengekalkan keadaan suhu optimum untuk bahan yang sensitif kepada variasi terma, dengan model berjaket menampung cecair pemanasan, air penyejuk atau suntikan wap terus bergantung pada keperluan proses.
Reka bentuk kalis letupan dan kalis pencucuhan debu memenuhi keperluan keselamatan yang ketat untuk mengendalikan habuk mudah terbakar dalam industri termasuk pemprosesan bijirin, pembuatan kimia dan pengeluaran plastik. Injap khusus ini menggabungkan bahan tidak percikan, komponen dibumikan untuk mengelakkan pengumpulan statik, penutup motor kalis letupan, dan peruntukan pelepasan tekanan yang melepaskan letupan dalaman dengan selamat tanpa disebarkan ke peralatan yang disambungkan. Pensijilan kepada piawaian ATEX, IECEx atau NFPA memastikan pematuhan terhadap peraturan keselamatan serantau manakala ciri ricih yang dikurangkan geometri port persegi mungkin menurunkan risiko pencucuhan berbanding konfigurasi nyahcas yang lebih ketat.








